
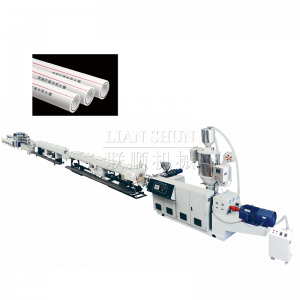
Лінія экструзіі высакахуткасных гафрыраваных труб з ПЭ, ПП (ПВХ)










Апісанне
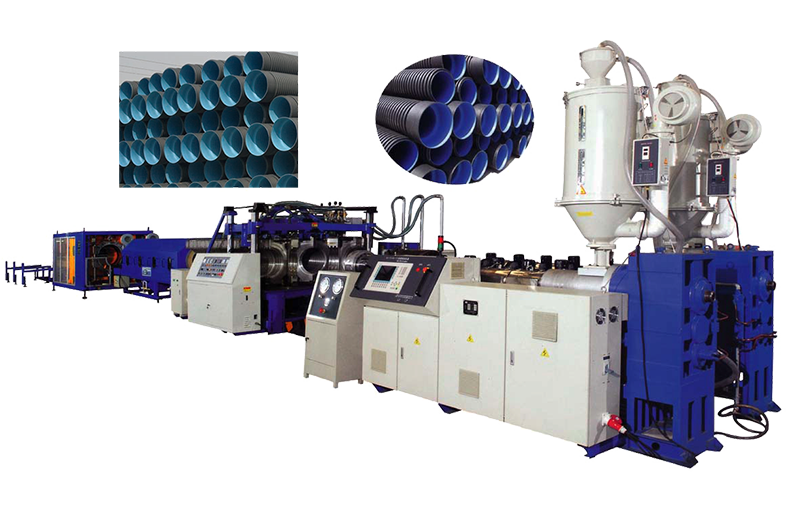
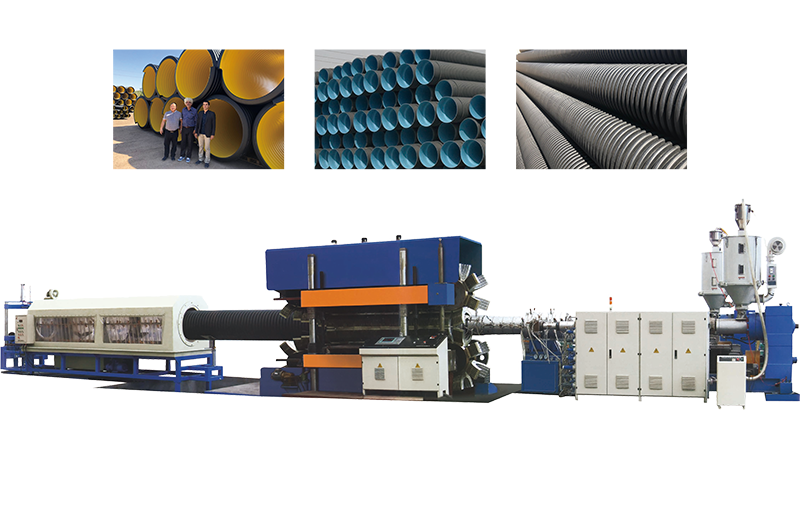
Машына для вырабу пластыкавых гафрыраваных труб выкарыстоўваецца для вытворчасці пластыкавых гафрыраваных труб, якія ў асноўным выкарыстоўваюцца ў гарадскіх дрэнажных сістэмах, каналізацыйных сістэмах, праектах па будаўніцтве дарог, праектах па арашэнні сельскагаспадарчых угоддзяў, а таксама могуць выкарыстоўвацца ў праектах па транспарціроўцы хімічных шахтных вадкасцей, з адносна шырокім спектрам прымянення. Машына для вырабу гафрыраваных труб мае перавагі высокай прадукцыйнасці, стабільнай экструзіі і высокай ступені аўтаматызацыі. Экструдар можа быць распрацаваны ў адпаведнасці з асаблівымі ўмовамі матэрыялу карыстальніка, напрыклад, ПЭ, ПП або ПВХ. Экструзійная лінія для двухслаёвых гафрыраваных труб з ПЭ, ПП выкарыстоўвае новы тып высокаэфектыўнага адна-/двухшнекавага экструдара. Машына для вырабу гафрыраваных труб з ПВХ выкарыстоўвае вялікі плоскі двухслаёвы або канічны двухслаёвы экструдар. З аднаслаёвым і двума слаямі на выбар. Для вырабу двухслаёвых гафрыраваных труб існуе два віды,гарызантальная экструзійная лінія з двухслаёвымі гафрыраванымі трубамііЛінія экструзіі вертыкальных гафрыраваных труб з падвойнымі сценкамі.
Паток працэсу
Сыравіна → Змешванне → Вакуумны падавальнік → Сушылка з пластыкавым бункерам → Экструдар → Экструзійная форма → Фармавальная форма → Вадзяное астуджэнне Фармавальная машына → Распыляльнае астуджэнне Рэзервуар для вады → Рэзальная машына → Штабелер
Асаблівасці і перавагі
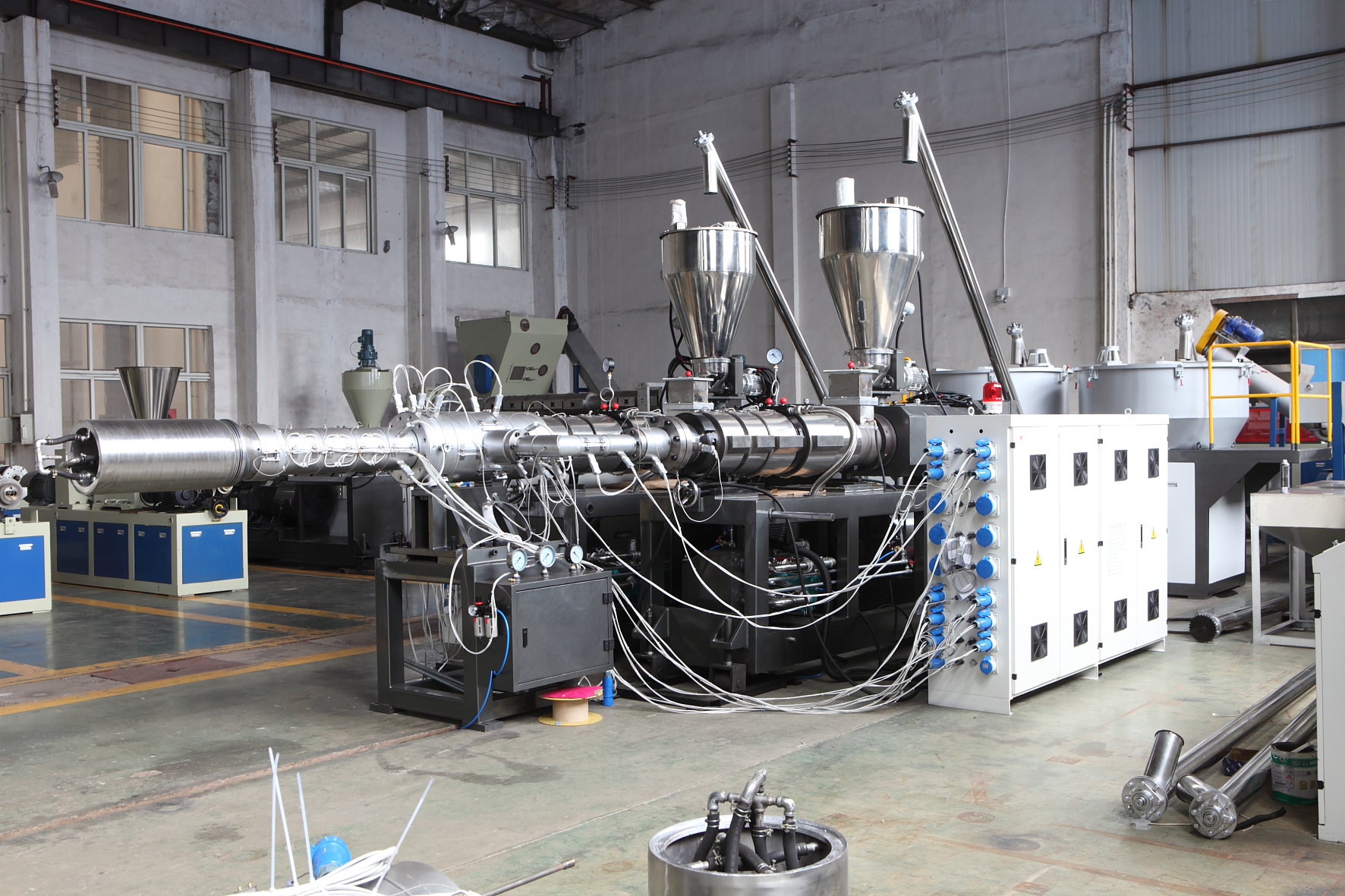
1. Для HDPE выкарыстоўваецца новы тып высокаэфектыўнага адна-/двухшнекавага экструдара, а для ПВХ — вялікі плоскі двухшнекавы або канічны двухшнекавы экструдар. Вялікі канічны двухшнекавы экструдар або паралельны двухшнекавы экструдар дазваляе дасягнуць выдатнай пластыфікацыі пры нізкай тэмпературы і стабільнай экструзіі.
2. Метад астуджэння модуля - прымусовае вадзяное астуджэнне, што значна паляпшае хуткасць астуджэння модуля, каб дасягнуць высокай хуткасці вытворчасці.
3. Лінія гафрыраваных труб, таксама вядомая як лінія для вырабу двухслаёвых гафрыраваных труб, можа ажыццяўляць развальцоўку ў рэжыме рэальнага часу, каб гарантаваць, што розныя ўласцівасці адфармаванай трубы адпавядаюць стандартам.
4. Імпартны клапан рэгулявання суадносін рэгулюе ціск фарміравання стабільна і надзейна.
5. Гарызантальны гафрыравальны апарат
6. Рабочая платформа рэгулюецца ў трох вымярэннях.
7. Аўтаматычная сістэма абароны запускаецца і вяртаецца ў працаздольны стан пасля адключэння харчавання.
8. Аўтаматычная станцыя змазкі
9. Формаўтваральныя блокі выраблены са спецыяльнага алюмініевага сплаву і маюць лёгкую вагу, высокую трываласць, добрую зносаўстойлівасць, малы каэфіцыент цеплавога пашырэння.
10. Паветранае і вадзяное астуджэнне для добрага астуджэння гафрыраваных формаў, якія хутка фармуюць трубы.
11. Станок для рэзкі гафрыраваных труб мае перавагі высокай дакладнасці і адсутнасці пылу.
12. Уся лінія абсталявана мікракамп'ютарнай сістэмай кіравання PLC, якая візуальна паказвае тэмпературу і ціск расплаву, хуткасць фармавання, сігналізацыю аб памылках, а таксама мае ёмістасць для захоўвання дадзеных асноўнага працэсу.
Падрабязнасці

Аднашнекавы экструдар для ПЭ/ПП
Зыходзячы з суадносін L/D 33:1 для канструкцыі шнека, мы распрацавалі суадносіны L/D 38:1. У параўнанні з суадносінамі 33:1, суадносіны 38:1 маюць перавагу 100% пластыфікацыі, павялічваюць прадукцыйнасць на 30%, зніжаюць спажыванне энергіі да 30% і дасягаюць амаль лінейнай прадукцыйнасці экструзіі. Выкарыстоўвайце шнек з суадносінамі L/D 38:1 для першаснага матэрыялу і шнек L/D 33:1 для перапрацаванага матэрыялу.
Сэнсарны экран і ПЛК Simens
Скарыстайцеся праграмай, распрацаванай нашай кампаніяй, і ўвядзіце ў сістэму англійскую або іншыя мовы.
Спіральная структура бочкі
Падавальная частка бочкі мае спіральную структуру, што забяспечвае стабільную падачу матэрыялу і павялічвае прапускную здольнасць.
Спецыяльная канструкцыя шрубы
Шнек мае спецыяльную структуру, якая забяспечвае добрую пластыфікацыю і змешванне. Нерасплаўлены матэрыял не можа прайсці праз гэтую частку шнека.
Керамічны награвальнік з паветраным астуджэннем
Керамічны награвальнік забяспечвае працяглы тэрмін службы. Гэтая канструкцыя павялічвае плошчу кантакту награвальніка з паветрам. Для лепшага астуджэння паветрам.
Высокаякасная каробка перадач
Дакладнасць перадач павінна быць забяспечана на ўзроўні 5-6 класаў і ніжэйшы ўзровень шуму ніжэй за 75 дБ. Кампактная канструкцыя, але з высокім крутоўным момантам.
Канічны двухшнекавы экструдар для ПВХ
Для вытворчасці ПВХ можна выкарыстоўваць як канічны двухшнекавы экструдар, так і паралельны двухшнекавы экструдар. З дапамогай найноўшых тэхналогій зніжаецца энергаспажыванне і забяспечваецца высокая прадукцыйнасць. У залежнасці ад розных рэцэптур мы прапануем розныя канструкцыі шнекаў, каб забяспечыць добры пластыфікацыйны эфект і высокую прадукцыйнасць.

Экструзійная форма
Як вонкавы, так і ўнутраны пласты экструдуюцца ўнутры рэжучай галоўкі. Кожны канал патоку матэрыялу ўнутры рэжучай галоўкі размешчаны раўнамерна. Кожны канал праходзіць тэрмічную апрацоўку і люстраную паліроўку для забеспячэння плыўнага патоку матэрыялу. Таксама рэжучая галоўка падае сціснутае паветра паміж двума пластамі. Калібровачная гільза выкарыстоўваецца для астуджэння ўнутранага пласта, каб утварыць гладкую і плоскую трубу ўнутры. Вада пад ціскам паступае ўнутр калібровачнай гільзы для добрага астуджэння. Пры вырабе труб вялікага дыяметра на паверхні калібровачнай гільзы ствараецца вакуум, што забяспечвае круглявасць унутранай трубы.
Фарміраванне формы
Апрацоўка на станках з ЧПУ забяспечвае дакладныя памеры. Вакуумны паветравод і канал вадзянога астуджэння з вялікім папярочным сячэннем патоку забяспечваюць стабільную, якасную і эфектыўную вытворчую працу. Матэрыял модуля - высокатрывалы алюмініевы сплаў з высокай цеплаправоднасцю, высокай цвёрдасцю і высокай зносаўстойлівасцю. У канструкцыі модуля выкарыстоўваецца інтэгральны працэс ліцця пад ціскам, з больш шчыльнай тэкстурай і больш высокай тэрмічнай стабільнасцю. Апрацоўка ўнутранай паверхні модуля павышае трываласць і цвёрдасць модуля, што спрыяе ідэальнаму фармаванню рабізнак. Форма выкарыстоўваецца для апрацоўкі на станках з ЧПУ для забеспячэння яе дакладнасці і бесперабойнай працы.


Вадзяное астуджэнне фармовачнай машыны
Для размяшчэння і перамяшчэння гафрыраванай формы выкарыстоўваецца фармовачная машына з вадзяным астуджэннем. Вакуум ствараецца для ўбірання вонкавага пласта ў гафрыраваную форму для надання гафрыраванай формы. Пры перамяшчэнні гафрыраванай формы труба таксама выцягваецца з гафрыравальніка.
Аўтаматычная сістэма змазкі
Аўтаматычная змазка шасцярняў для забеспячэння плаўнага руху гафрыраванай формы.
Зубчастая рэйка трансмісіі
Зубчастая рэйка размешчана ў верхняй частцы гафрыраванай формы. Усе зубчастыя рэйки прайшлі азотаванне і награванне, што забяспечвае працяглую зносаўстойлівасць.
Верхняя сістэма рэгулявання
Электронная рэгуляванне верхняй рамы для розных памераў гафрыраванай формы. Чатыры стойкі забяспечваюць стабільную і дакладную рэгуляванне.
Сістэма рэгулявання нацяжэння
Каб адрэгуляваць інтэнсіўнасць руху формы, зрабіце яе плаўнай.
Прапарцыйны клапан
Для больш стабільнага і дакладнага кантролю паветра, для фарміравання добрай формы трубы і раструба.
Сістэма астуджэння прэс-формы
З сістэмай вадзянога і паветранага астуджэння, каб мець лепшы эфект астуджэння, добрае і хуткае фармаванне труб.
Рэзервовае харчаванне UPS
Пры адключэнні электраэнергіі рэзервовы крыніца бесперабойнага сілкавання будзе забяспечваць харчаванне гофрагатара для выцягвання трубы з калібровачнай гільзы. Гэта дапаможа пазбегнуць захрасання трубы на калібровачнай гільзе пасля астывання і ўсаджвання.
Бак для распылення астуджальнай вады
Ахаладжальны бак выкарыстоўваецца для далейшага астуджэння трубы.
Дапаможны адцяг
Дзякуючы дапаможнай прыладзе для адцягвання, цягавы механізм таксама з'яўляецца гнуткім. Ён дазваляе далей цягнуць трубу.
Якасная распыляльная фарсунка
Якасныя распыляльныя фарсункі маюць лепшы астуджальны эфект і не так лёгка забіваюцца прымешкамі.
Фільтр вадзянога бака
З фільтрам у рэзервуары для вады, каб пазбегнуць буйных прымешак пры трапленні звонку вады.


Машына для рэзкі гафрыраваных труб
Станок для рэзкі гафрыраваных труб мае высокую дакладнасць і не пыліць.
Алюмініевая заціскная прылада
Выкарыстоўвайце алюмініевыя заціскныя прылады для труб розных памераў. Кожны памер мае сваю ўласную заціскную прыладу, няма неабходнасці змяняць цэнтральную цэнтральную вышыню пры выкарыстанні труб розных памераў.
Сістэма сінхранізацыі
Станцыя рэзкі прыводзіцца ў рух рухавіком і інвертарам. Падчас працэсу рэзкі станцыя рэзкі рухаецца сінхронна з гафрыравальным апаратам, каб пазбегнуць дэфармацыі трубы.
Рэзка падвойным нажом
З дапамогай двух нажоў, якія рэжуць разам, каб пераканацца, што канец гнязда цалкам адрэзаны.
Штабелер
Для падтрымкі і разгрузкі труб. Даўжыня штабелера можа быць настроена.
Для падтрымкі і разгрузкі труб. Даўжыня штабелера можа быць настроена.
Каб гафрыраваная труба плаўна перамяшчалася па штабелеры, мы наносім на яе паверхню цэльную нержавеючую сталь.
Змотваць трубу ў рулон, зручна захоўваць і транспартаваць. Звычайна выкарыстоўваецца для труб дыяметрам менш за 110 мм. На выбар ёсць адна- і двухстанцыйныя станцыі.

Тэхнічныя дадзеныя
| Мадэль | Памер трубы (мм) | Экструдар | Прадукцыйнасць (кг/г) | Хуткасць (м/мін) | Агульная магутнасць (кВт) | Цвіль (пары) | Сістэма астуджэння |
| СГБ250 | 90-250 | SJ65 SJ75 | 300 | 1-4 | 150 | 48 | Паветранае астуджэнне і вадзяное астуджэнне |
| СГБ500 | 200-500 | SJ75 SJ90 | 600 | 1-4 | 200 | 40 | Паветранае астуджэнне і вадзяное астуджэнне |
Звязаныя тавары
-

Высокапрадукцыйны канічны двухшнекавы экструдар
Характарыстыкі Канічны двухшнекавы экструдар серыі SJZ, таксама вядомы як экструдар для ПВХ, мае такія перавагі, як прымусовае экструдаванне, высокая якасць, шырокая адаптыўнасць, працяглы тэрмін службы, нізкая хуткасць зруху, цвёрдае раскладанне, добры эфект змешвання і пластыфікацыі, а таксама непасрэднае фармаванне парашкападобнага матэрыялу і г.д. Доўгія вытворчыя адзінкі забяспечваюць стабільныя працэсы і вельмі надзейную вытворчасць у многіх розных сферах прымянення, выкарыстоўваюцца для экструзійных ліній ПВХ-труб, экструзійных ліній гафрыраваных ПВХ-труб, ПВХ WPC...
-

Высокаэфектыўны аднашнекавы экструдар
Характарыстыкі Аднашнекавы экструдар для пластыка можа апрацоўваць усе віды пластмасавых вырабаў, такіх як трубы, профілі, лісты, дошкі, панэлі, пліты, разьба, полыя вырабы і гэтак далей. Аднашнекавы экструдар таксама выкарыстоўваецца для гранулявання. Канструкцыя аднашнекавага экструдара перадавая, вытворчая магутнасць высокая, пластыфікацыя добрая, а спажыванне энергіі нізкае. Гэты экструдар выкарыстоўвае цвёрдую зубчастую паверхню для перадачы. Наш экструдар мае шмат пераваг. Мы таксама...
-

Высокапрадукцыйная экструзійная лінія для вырабу пенапласту з ПВХ-каркаса
Прымяненне Вытворчая лінія па вытворчасці пенапласту з ПВХ-каркаса выкарыстоўваецца для вырабаў з ДПК, такіх як дзверы, панэлі, дошкі і г.д. Вырабы з ДПК нераскладаюцца, не дэфармуюцца, устойлівыя да пашкоджанняў насякомымі, маюць добрыя вогнеўстойлівыя характарыстыкі, устойлівыя да расколін і не патрабуюць абслугоўвання і г.д. Працэс патоку: Шнекавы пагрузчык для змяшальніка → Змяшальны блок → Шнекавы пагрузчык для экструдара → Канічны двухшнекавы экструдар → Форма → Калібровачны стол → Ахаладжальны латок → Ад'ёмная машына → Рэзальная машына → Перасадачны стол → Кантроль гатовай прадукцыі і...
-

Высокапрадукцыйная экструзія ПВХ (ПЭ, ПП) і драўляных панэляў...
Прымяненне Вытворчая лінія з насценных панэляў з ДПК выкарыстоўваецца для вырабаў з ДПК, такіх як дзверы, панэлі, дошкі і г.д. Вырабы з ДПК нераскладаюцца, не дэфармуюцца, устойлівыя да пашкоджанняў ад насякомых, маюць добрыя вогнеўстойлівыя характарыстыкі, устойлівыя да расколін і не патрабуюць абслугоўвання і г.д. Працэс патоку Шнекавы пагрузчык для змяшальніка → Змяшальны блок → Шнекавы пагрузчык для экструдара → Канічны двухшнекавы экструдар → Форма → Калібровачны стол → Ад'ёмная машына → Рэзальная машына → Разгрузачны стол → Праверка і ўпакоўка гатовай прадукцыі...
-

Высокапрадукцыйная экструзійная лінія ПВХ-профіляў
Ужыванне Станок для вырабу ПВХ-профіляў выкарыстоўваецца для вытворчасці ўсіх відаў ПВХ-профіляў, такіх як аконныя і дзвярныя профілі, ПВХ-каналы, ПВХ-вадаёмкі і г.д. Экструзійная лінія для ПВХ-профіляў таксама называецца машынай для вырабу вокнаў з ПВХ, машынай для ПВХ-профіляў, экструзійнай машынай для ПВХ-профіляў, машынай для вырабу ПВХ-профіляў і г.д. Працэс: шнекавы пагрузчык для змяшальніка → змяшальны блок → шнекавы пагрузчык для экструдара → канічны двухшнекавы экструдар → форма → калібравальны стол → ад'ёмная машына → разак → адключальная планка...
-
Іншыя экструзійныя лініі для труб на продаж
Машына для вырабу сталёвага дроту і каркаса з армаванага пластыкавага кампазітнага трубаправода Тэхнічныя дадзеныя Мадэль Дыяпазон труб (мм) Хуткасць лініі (м/мін) Агульная магутнасць ўстаноўкі (кВт) LSSW160 中50- φ160 0,5-1,5 200 LSSW250 φ75- φ250 0,6-2 250 LSSW400 φ110- φ400 0,4-1,6 500 LSSW630 φ250- φ630 0,4-1,2 600 LSSW800 φ315- φ800 0,2-0,7 850 Памер трубы HDPE Цвёрдая труба Сталёвы дроту і каркас з армаванага пластыкавага кампазітнага труба Таўшчыня (мм) Вага (кг/м) Таўшчыня (мм) Вага (кг/м) φ200 11,9 7,05 7,5 4,74 ...
-
Высокаэфектыўная экструзійная лінія для труб PPR
Апісанне Машына для вырабу труб PPR у асноўным выкарыстоўваецца для вытворчасці труб PPR для гарачай і халоднай вады. Экструзійная лінія для труб PPR складаецца з экструдара, формы, вакуумнага калібравальнага бака, бака для распыляльнага астуджэння, выцяжной машыны, рэзальнай машыны, штабелера і гэтак далей. Экструдар і выцяжная машына для труб PPR выкарыстоўваюць рэгуляванне частаты і хуткасці, машына для разразання труб PPR выкарыстоўвае метад рэзкі без стружкі і кіраванне PLC, рэзку фіксаванай даўжыні, а паверхня рэзкі гладкая. Шкловалакно PPR-труба FR-PPR складаецца з трох...
-

Высокапрадукцыйная экструзійная лінія ПВХ-труб
Прымяненне Машына для вырабу труб з ПВХ выкарыстоўваецца для вытворчасці ўсіх відаў труб з ПВХ для водазабеспячэння і дрэнажу сельскай гаспадаркі, водазабеспячэння і дрэнажу будынкаў, пракладкі кабеляў і г.д. Машына для вырабу труб з ПВХ вырабляе трубы ў дыяпазоне дыяметраў: Φ16 мм - Φ800 мм. Напорныя трубы Водазабеспячэнне і транспарт Трубы для арашэння ў сельскай гаспадарцы Трубы без напорнага ціску Каналізацыя Паліўныя каналы Дрэнаж вады ў будынках Кабельныя каналы, трубаправоды, таксама вядомыя як машына для вырабу трубаправодаў з ПВХ Працэс патоку Шнекавы пагрузчык для змяшальніка→ ...
-

Высокахуткасная высокаэфектыўная экструзійная лінія для поліэтыленавых труб
Апісанне Машына для вырабу труб з ПНД у асноўным выкарыстоўваецца для вытворчасці сельскагаспадарчых ірыгацыйных труб, дрэнажных труб, газаправодаў, водазабеспячэння, кабельных каналаў і г.д. Экструзійная лінія для труб з ПНД складаецца з экструдара для труб, фільераў для труб, калібровачных вузлоў, рэзервуара для астуджэння, выцяжнога механізму, разака, штабелера/намотчыка і ўсіх перыферыйных прылад. Машына для вырабу труб з ПНД вырабляе трубы дыяметрам ад 20 да 1600 мм. Труба мае некаторыя выдатныя характарыстыкі, такія як устойлівасць да нагрэву, устойлівасць да старэння, высокая механічная трываласць...



